2026-07-01 04:48:43 分类:文章
讲真,正向聚焦这四个字,在工业圈子里被提起的次数不少,但真正搞明白的人——不多。
它不是像相机那样按一下快门就完事。远没那么简单。
到底什么是工业场景下的正向聚焦?
听名字你可能觉得就是“向前聚焦”呗——错!它特指在加工光束的传播方向上,把能量主动且精确地会聚到预设的加工点位置。比如在激光切割头上,那束光得刚好掐在最锋利的点上,深一点烧糊了,浅一点切不透。这事儿吧,说原理就那几张光路图,但实际调机的时候,够你掉一把头发。
 工业激光切割头正向聚焦光路示意图
你打开任何一本光学教材,都会看到透镜公式 1/f = 1/u + 1/v。简单到哭。可到了车间,温度一升高镜头就热漂移,加上材料表面不平整,那焦点就像个喝醉的苍蝇,到处乱晃。我见过有调机师傅调了一整天,最后气得拍床子——那会儿我真想递根烟过去。
问:正向聚焦和普通相机的自动对焦有什么本质区别?
答:相机对焦是在抓取图像,允许一定量的景深误差。工业正向聚焦是要去做功的,能量密度要求极高。打个比方,相机是你拿手电筒照亮一个区域看清楚就行,工业聚焦是要用那把光电刀片去切东西,焦点直径偏差几微米,就可能从光洁的切缝变成一堆毛刺废品。所以它不是“看清楚”,是“打准、打狠”。
工业激光切割头正向聚焦光路示意图
你打开任何一本光学教材,都会看到透镜公式 1/f = 1/u + 1/v。简单到哭。可到了车间,温度一升高镜头就热漂移,加上材料表面不平整,那焦点就像个喝醉的苍蝇,到处乱晃。我见过有调机师傅调了一整天,最后气得拍床子——那会儿我真想递根烟过去。
问:正向聚焦和普通相机的自动对焦有什么本质区别?
答:相机对焦是在抓取图像,允许一定量的景深误差。工业正向聚焦是要去做功的,能量密度要求极高。打个比方,相机是你拿手电筒照亮一个区域看清楚就行,工业聚焦是要用那把光电刀片去切东西,焦点直径偏差几微米,就可能从光洁的切缝变成一堆毛刺废品。所以它不是“看清楚”,是“打准、打狠”。
为什么多数人搞不定正向聚焦?
不是设备不行。现在好点的伺服控制,行程精度0.1微米级的都有。问题往往出在动态工况下的焦点漂移。这玩意儿防不胜防。
你想想,一个五轴激光加工头,咔嚓咔嚓在空间转着切三维零件。重力方向也在变,镜组间隙、热膨胀、甚至冷水机的微小波动——全凑在一块儿作妖。有家做航空叶片的客户,报废了十几万的料才找到原因:竟然是厂房空调出风口正对着机床,导致光路一热一冷,焦点周期性跑了。这事儿说出来像个笑话,可当时真没人往那儿想!
问:有没有快速判断正向聚焦是否调到位的方法?
答:行业里野路子不少。常见的是斜板法——用一块带角度的金属板打一排点,在显微镜下看烧蚀点的圆度和大小变化。真正有经验的老师傅,看火花颜色都敢拍板。蓝色火花偏小偏亮,焦点就跑了;橙黄色散开才大概率吃准了。当然,现在有各种在线焦点监测仪,但那些动辄六位数的玩意儿,中小厂子舍不得。所以,眼睛和经验还是王道,虽然感觉有点玄学。
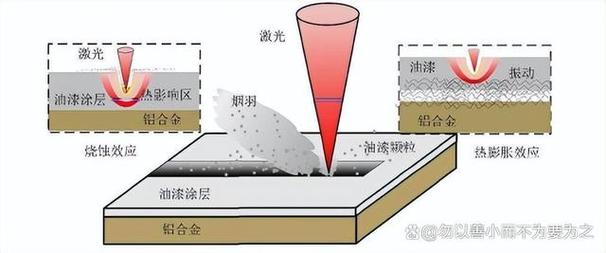 金属板斜板法测试激光焦点烧蚀效果对比图
金属板斜板法测试激光焦点烧蚀效果对比图
在极薄与极硬之间,正向聚焦玩的就是心跳
 在极薄与极硬之间,正向聚焦玩的就是心跳
现在新能源电池里那些铜箔铝箔,厚度就几微米到十几微米。切这种料,焦点哪怕偏了2微米,热量扩散直接让边缘结晶化,后面用不了多久就拉丝短路。还有硬质合金钻头打微孔,要的是入口出口一样光洁,那焦点位置得在材料内部某个精确深度——搞过的人都知道,像在透明果冻里扎个针眼那么虚。
不过话说回来,一旦你把这个正向聚焦吃透,那种爽感也是真金白银的。之前给一个医疗器械商调试支架雕刻,要求无毛刺且切缝小于20微米。我们连着搞了三个通宵,终于摸清了补偿规律。天亮时第一件良品下线,那伙计差点抱着样件亲下去。
所以你看,它不是什么高高在上的理论。就是车间里那点“差一丝都不行”的倔劲儿。很磨人。也很迷人。
问:对于想升级设备实现高精度正向聚焦的企业,有什么实在建议?
答:别一上来就追求进口全套系统,太贵。先理清楚你最关键的需求——是高速下保持焦点,还是变角度加工不跑偏,还是多材料切换时快速对焦?然后可以分步走:先把机械刚性和冷却稳定性做足,再考虑上闭环反馈的光路补偿。很多时候,把环境隔离罩做好、选对一条好的保护镜片组,比你花二十万买自动调焦模块更救命。另外,数据别丢。每次调机的补偿值、温度变化、镜片使用时长,都记下来,半年后你就是自己的专家。
在极薄与极硬之间,正向聚焦玩的就是心跳
现在新能源电池里那些铜箔铝箔,厚度就几微米到十几微米。切这种料,焦点哪怕偏了2微米,热量扩散直接让边缘结晶化,后面用不了多久就拉丝短路。还有硬质合金钻头打微孔,要的是入口出口一样光洁,那焦点位置得在材料内部某个精确深度——搞过的人都知道,像在透明果冻里扎个针眼那么虚。
不过话说回来,一旦你把这个正向聚焦吃透,那种爽感也是真金白银的。之前给一个医疗器械商调试支架雕刻,要求无毛刺且切缝小于20微米。我们连着搞了三个通宵,终于摸清了补偿规律。天亮时第一件良品下线,那伙计差点抱着样件亲下去。
所以你看,它不是什么高高在上的理论。就是车间里那点“差一丝都不行”的倔劲儿。很磨人。也很迷人。
问:对于想升级设备实现高精度正向聚焦的企业,有什么实在建议?
答:别一上来就追求进口全套系统,太贵。先理清楚你最关键的需求——是高速下保持焦点,还是变角度加工不跑偏,还是多材料切换时快速对焦?然后可以分步走:先把机械刚性和冷却稳定性做足,再考虑上闭环反馈的光路补偿。很多时候,把环境隔离罩做好、选对一条好的保护镜片组,比你花二十万买自动调焦模块更救命。另外,数据别丢。每次调机的补偿值、温度变化、镜片使用时长,都记下来,半年后你就是自己的专家。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业制造中的正向聚焦:毫厘之间的精准控制术
文章链接:https://www.chaojibaobei.cn/8221/