说起车间里的时间管理,头都大。上周三,夜班,急单插进来,两条线停摆等料,主管对着电话吼,我盯着看板——满屏红色延迟。说实话,那一刻真想摔杯子。
但发火没用。生产时间这玩意儿,像泥鳅,越使劲攥,溜得越快。后来我琢磨出一套野路子,不按教科书来,但管用。今天聊聊,怎么把混乱的时间理顺,让工厂呼吸起来。
💡 别信什么完美计划,先抓瓶颈
刚入行时,我迷信甘特图,画得漂亮,色块对齐,工期分秒不差。结果呢?第一天就崩。因为真实工厂永远有个「卡脖子」环节——可能是注塑机老化,也可能是夜班缺熟手。时间管理的第一原则:别在非瓶颈上浪费时间优化。
比如我们厂,烘干工序慢得像便秘。你让冲压段狂提速有屁用?在制品堆成山,现金流快埋进去了。后来定了个规矩:所有排程从烘干炉倒推。干燥段不停机,其他工序宁可闲着等,也不多产一个废料。这招省出多少时间?上个月统计,交货准时率从六成蹦到九成二。❗关键就是——认怂,承认瓶颈,围着它转。
这里有个常见的坑。
问:遇到紧急插单,生产计划全乱,怎么快速调整而不影响整体节奏?
答:死抱原计划?傻透了。我备着一个「缓冲小时」——每天下午3点到4点,专门消化波动。插单来了,就往那个窗口塞。没有魔法,就是刻意留白。大部分工厂把产能排到100%,等于找死。机器要喘气,人要撒尿,对吧。降到85%的负载,反而产出更多。这事我跟IE工程师吵过十回,数据最后抽他脸。另外,插单必须经厂长签字,否则销售一张嘴,全厂跑断腿。
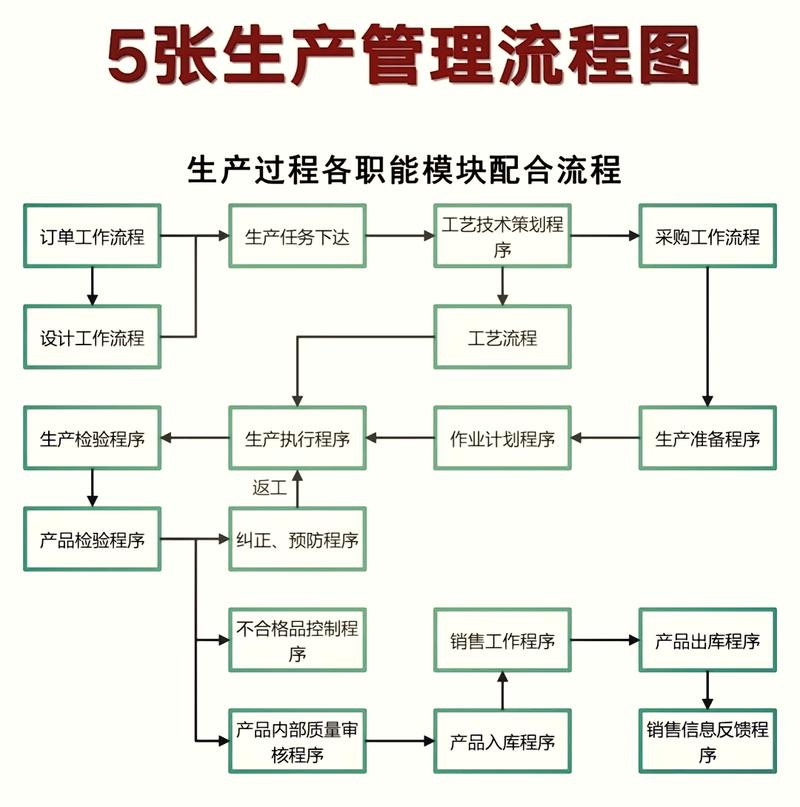
🛠️ 用看板把时间「拍」在墙上
数字化?SaaS?别急着上系统。我们试过,工人看屏幕眼神发直。后来返璞归真——物理看板。大白板挂车间入口,磁铁贴任务,红色紧急、黄色临期、绿色正常。
效果炸裂。谁拖延了,整个班组盯着你。人的耻感比KPI好使。每天晨会,班长指着红条骂,三分钟解决问题,而不是邮件飞来飞去耗一上午。这叫时间透明。看不见的时间才是真正溜走的。现在,连打扫的老阿姨都懂瞄一眼看板,知道哪个机组少上料。
不过话讲回来,光靠看板还不够,后台统计必须跟上。
问:怎么衡量时间浪费的真正成本?有没有简单有效的指标?
答:我只看「流动效率」。公式粗暴:增值加工时间 ÷ 总生产周期。大部分工厂这个数低过5%,恐怖吧。一批货在车间躺好几天,实际被切削打磨的就几个小时。其他时间都在等——等料、等模具、等决策。改善就从等待下手。我们搞了个「饿死鬼行动」:任何在制品停滞超过2小时,必须上报原因,不然罚主管。刚开始人人骂娘,一个月后,半成品库存砍掉一半。真金白银省出来。
🔥 别当救火队长,培养时间肌肉

老张,我线长,每天忙到手机爆炸,哪里堵就去哪里捅。累出血,厂子照样三天两头停线。后来我逼他,每天上班第一步:不碰任何事,花十分钟在车间走一圈,只听只看。这叫「时间扫描」。有什么异常提前嗅出来,而不是等报警器响。
慢慢地,老张学坏了——开始把异常写小本本,每周五拉着大伙复盘,硬拽出一套「短时间响应机制」:换模时间从45分钟压缩到12分钟。不是靠什么高深技术,就是演练,像消防演习。现在谁再提「差不多得了」,他眼神能杀人。✅ 这种对时间的敏感度,是肌肉记忆,得练。
还有些软刀子更害人。开会!早会晚会部门会,汇报PPT念得人瞌睡。我铁规:所有会议不得超过15分钟,站着开。扯远话题?直接散会。时间管理,说到底,是砍掉不要脸的时间小偷。
回想刚接手这条线时,月产量掐指头算得出来。现在翻了三倍,但人反而轻松。不是勤奋了,是终于搞懂一个道理:时间不是管出来的,是尊重出来的。你得听见流水线的呼吸节拍,顺着它走,而不是抡鞭子赶。最后送句糙理:工厂的时间,不在表格里,在工人手上那一点点「松」和「紧」的缝隙中。