2026-06-15 01:13:35 分类:文章
有时候,一台机器的轰鸣声突然停掉。整个车间安静得让人心慌。你心里咯噔一下——又是等待。
等待,是工业世界里最昂贵的沉默
我们总在讲效率,讲OEE(设备综合效率),但说实话,有多少工厂真正算过等待造成的隐性成本?不是会计账本上那点折旧费,而是机会成本、订单延误罚款、客户信任度的慢性流失。一台注塑机换模等两小时,一条SMT贴片线等上料半小时,看起来零碎的几分钟、几十分钟,一年累加可能就是十几万的净利润蒸发!✅
记得去年参观一家汽车零部件工厂,车间主任指着那些停在半空的行车,一脸无奈:“等前道工序的铸件,等热处理炉降温,等质检员放行……我们的工人有一半时间在等!”
 工厂车间行吊等待物料场景
这种等待像癌细胞,吞噬着本应紧凑的生产节拍。而管理者呢?往往只看到机器在转就觉得万事大吉,根本没意识到那些停滞里藏着多大的黑洞。
等待并不仅仅是“没干活”那么简单——它意味着资源错配。一个高级技工守在故障机床边等维修工,每小时工资可能比维修工还高,这账算过吗?前阵子跟一个做精益咨询的朋友聊天,他一句话点醒我:“很多老板愿意花百万买高速机,却不愿花半天梳理下料流程,造成前端快、后端堵,整个车间变成了等待的海洋。”
工厂车间行吊等待物料场景
这种等待像癌细胞,吞噬着本应紧凑的生产节拍。而管理者呢?往往只看到机器在转就觉得万事大吉,根本没意识到那些停滞里藏着多大的黑洞。
等待并不仅仅是“没干活”那么简单——它意味着资源错配。一个高级技工守在故障机床边等维修工,每小时工资可能比维修工还高,这账算过吗?前阵子跟一个做精益咨询的朋友聊天,他一句话点醒我:“很多老板愿意花百万买高速机,却不愿花半天梳理下料流程,造成前端快、后端堵,整个车间变成了等待的海洋。”
为什么我们总在“计划外等待”里打转?
计划外的等待最磨人。计划内的比如换模、保养,还能控制;突然的缺料、突发故障、审批卡壳……这些才让人头皮发麻。💡
问:生产计划明明排好了,为什么执行时就各种等待?
答:计划是静态的,现场是动态的。比如物料到了却没进ERP,或者质检标准突然变更,一个签字卡在经理桌上半天。我见过最离谱的一次,一批紧急件因为工艺卡写错版本,全部零件在机床旁堆成小山,工人干等着技术部重出文件,一等就是整个夜班!那批货最后还是空运走的,运费够买辆小车。所以计划要回头看执行缓冲,预留弹性,而不是把时间算得死死的。
问:等待是不是一定意味着浪费?有没有“有益的等待”?
答:好问题!工艺上有些等待是必须的,比如冷却、时效处理、应力释放。这叫价值型等待。但多数等待是非必要的——比如信息流中断造成的决策等待。一家紧固件工厂做过实验:把急单审批从四层签字改成一键拉群确认,平均等待时间从8小时缩到15分钟。区别是天差地别的。所以有益的等待是工艺物理定律决定的,有害的等待是管理无序招惹的。
有时候我们得承认,等待也是人性的一部分。工人会累,会走神,会等指令。但让等待暴露出来才是第一步——很多车间连设备状态灯都没用,你怎么知道它停着是在等料还是坏了?更别说现在有机器学习了,一些预测性维护能提前预知故障,摆脱“坏了才等配件”的死局。
从数据里揪出那个幽灵般的等待时间
数据不会说谎。但数据也会藏猫腻。很多工厂的报表里,“等待时间”被拆成零星小块,不见得显眼。你得把MES系统里的机床运行日志拉出来,用甘特图铺开看——那些断断续续的空白缝,就是利润漏掉的地方。❗
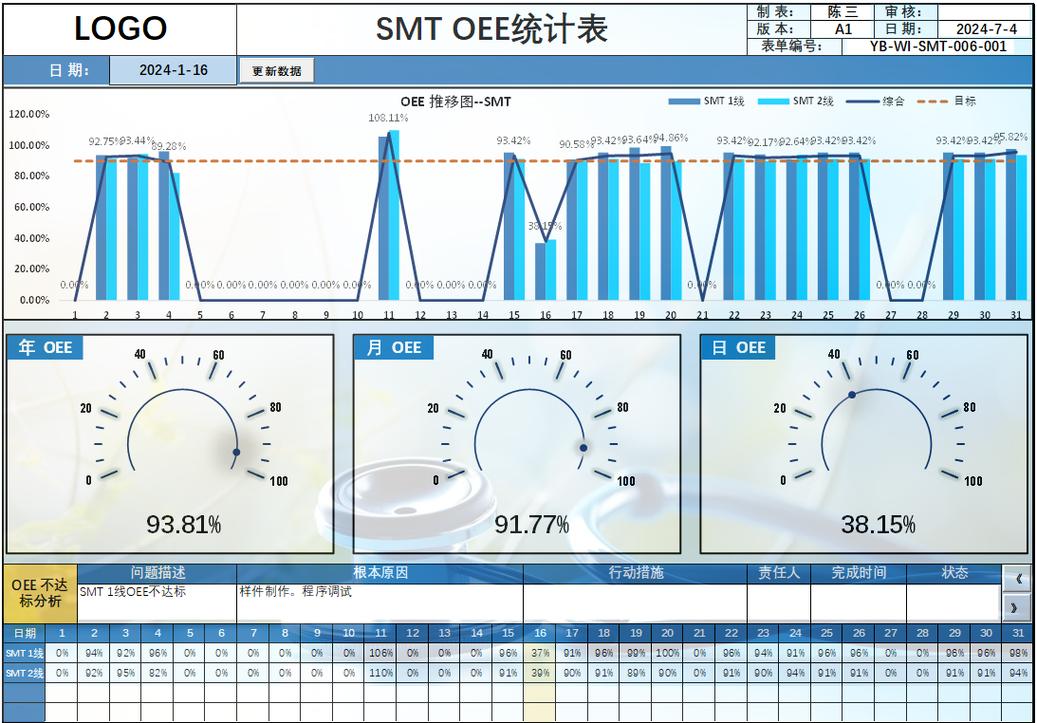 工业触摸屏显示设备OEE数据图表
我服务过的一家注塑企业,二十台机器,通过加装简单的传感器和开源数据平台,三个月把平均非计划等待时间压低了37%。怎么做到的?很简单,当等待超过设定阈值,系统自动推送到班组长手机,逼着人去干预。以前大家假装看不见,现在没办法装傻。所以说,技术不是万能的,但技术能照见人性的惰怠。
也有老板跟我抱怨,上了系统反而更焦虑了,因为数据告诉他一堆问题,但又不知先解决哪个。对,等待背后的根因可能缠绕得像乱麻——是排产逻辑混乱?是刀具管理混乱?是供应商交付不定?只能像捉虫一样,一只只来。优先抓影响最大的TOP3,用帕累托原则。
说到底,工业等待不是一个技术议题,它是管理决心的问题。你容忍多少等待,就几乎等于你容忍多少亏损。这年头利润薄如纸,都在说要智能制造,亮闪闪的大屏,但基础打牢没?别让先进设备在高级的等待中落满灰尘。
最后想起个事儿,我孩子问过我,“妈妈,为什么工厂的叔叔有时候就站着不动?”我跟他解释那是“休息”吗?可能不全是。也许因为他们前面没有零件流过来。一个良性的流动系统里,人是被物料推着走的,没有推手,自然停下。就像育儿里我们讲究“敏感期”,等待成长契机——但工业的等待没有浪漫,只有赤裸的成本。所以,看清你的等待,计量它,消灭它。✅
工业触摸屏显示设备OEE数据图表
我服务过的一家注塑企业,二十台机器,通过加装简单的传感器和开源数据平台,三个月把平均非计划等待时间压低了37%。怎么做到的?很简单,当等待超过设定阈值,系统自动推送到班组长手机,逼着人去干预。以前大家假装看不见,现在没办法装傻。所以说,技术不是万能的,但技术能照见人性的惰怠。
也有老板跟我抱怨,上了系统反而更焦虑了,因为数据告诉他一堆问题,但又不知先解决哪个。对,等待背后的根因可能缠绕得像乱麻——是排产逻辑混乱?是刀具管理混乱?是供应商交付不定?只能像捉虫一样,一只只来。优先抓影响最大的TOP3,用帕累托原则。
说到底,工业等待不是一个技术议题,它是管理决心的问题。你容忍多少等待,就几乎等于你容忍多少亏损。这年头利润薄如纸,都在说要智能制造,亮闪闪的大屏,但基础打牢没?别让先进设备在高级的等待中落满灰尘。
最后想起个事儿,我孩子问过我,“妈妈,为什么工厂的叔叔有时候就站着不动?”我跟他解释那是“休息”吗?可能不全是。也许因为他们前面没有零件流过来。一个良性的流动系统里,人是被物料推着走的,没有推手,自然停下。就像育儿里我们讲究“敏感期”,等待成长契机——但工业的等待没有浪漫,只有赤裸的成本。所以,看清你的等待,计量它,消灭它。✅
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业等待:当设备停下,利润就溜走了
文章链接:https://www.chaojibaobei.cn/6994/